pe�����ܲ���������ʩ��
1��ʩ����������ͼ
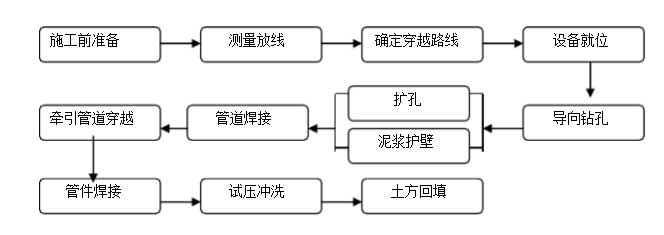
2��ʩ������
2.1 ƽ����Ʒ���
ƽ����Ƽ����ߣ��������б��ߣ��������ⷽ�ṩ�Ŀ��Ƶ���
�Ȿ���̵Ķ�λ�㣬 Ϊ��֤ʩ�����ο��Ƶ����� ���꼰�̵߳ľ�ȷ�����ȶ�ʩ���ֳ��ڸ���������ά���� ���Ѹ����Ƶ��������ֳ������ά�����Ա�����������ߡ�ͬʱҪ���պ�У�ˡ�
ʩ��ǰ����ȫվ���ؿ��������ܵ�������ÿ 3 ������һ(���ϰ���ij���)���������ܵ����������ð����Ҳ���̣߳���� �߳������������ˮ��Ĺ�ϵ��
2.2 �߳̿���
�߳̿������ݿ��ⷽ�ṩ��ˮ������ʩ���ֳ��ĸ߳̿��Ƶ㡣 ���ݱ����̵�ʵ��״���� ���ֳ�ѡ��̶�����������ʱˮ�㣬 ������ά����
�߳̿��Ʋ������������߳�ǰ���ӵȾ�ⷨ����־��ȡ�Ϊ��֤��Ʒ���λ�õ���ȷ�ԣ������ߵĴ����þ�γ��ֹͣ���⣬��֤ƽ��λ�õľ�ȷ��
3���ز㿱̽��������̽�⼰����켣�Ĺ滮�����
�ز㿱̽��Ҫ�����йصز����ˮ��״���� Ϊѡ������취��������Һ�ṩ���ݡ� �����ݰ����� ����Ĺ淶���ࡢ ��϶�ȡ���ˮ�ԡ�ˮ���Լ�����ˮλ��������Ⱥͺ�����ʯ״���ȡ�
����켣����ܷ�����Թ���ʩ���ܷ�ʤ��������Ҫ�� ��켣�������Ҫ�����ݹ������ز����������������������ϰ���� ��ϸλ�á���˵�������Ƕȡ�������������ʰ뾶����ͷ�ı����� ���������ز��ܺͱ�������ߵ����ܵȡ�
4����Һ������
��Һ�ĺ��뻵��������ʩ���ijɰ����˼��ؼ������á���Һ ������ȴ��ͷ���⻬��ߣ� ����Ҫ�����ܹ�������Я����м��ʹ��Ϻ����м��Ϊ����ཬ˳�����ų����⣬ ��Ϊ���Ϲ����ṩ�㹻�Ļ��οռ䣬 �ֿɼ��ٻ��Ϲ��ߵ������������� �����ڿ��е��ཬ�ܹ����ڵ����á�
�����̰�����ʩ�������Ͷ����Ƶ������״�������⣬ �������Һ����Һ��ˮ���������;ۺ�����ɡ�ˮ����Һ����Ҫ�ɷݣ������� �;ۺ���ͨ����Ϊ��Һ���Ӽ�����Һ������Խ������м���Խǡ���� ��������ཬ�Ļ�Ժ�������Խ�ã� �����ɿ�Ч��Խ���룬 ʤ���ĸ���Խ��
Ϊ�����ཬ���ܣ���ʱҪ�μ�������ѧ���ü����ռ�(��)
����ճ���������������� PHֵ��Ͷ���ռ�����ͨΪ���������� 2%��
�����������ۣ������̵���Һ��ϱȿ϶�Ϊ�������� 20%��תҺ
�� 1%��ˮ 75%��2%�������������ռ
5���������
�����λ�� �����������˵��Ը�����ƹ�λ���ĸ̵߳�λ�ã��̶��������С��ڵ�����ͷ��װ�÷��������������н������������ ͷ����ȡ�Ѽ��������ǡ�����ǡ���ͷ�¶Ⱥ͵������Ȳ����� ����ò�������켣ֹͣ���գ� �Ա㼰ʱ������ ���н����þ��������뷢�书�ã� �����ɵ��Ŀ���Ϣ���ߴ���������Ľ����������֣� �����������źŷ�Ӧ֧���������ȷ�Ĺ켣����� �ڵ���������м�����Ա����̽���������ص��źţ� �б���ͷλ���������·ͼ��ƫ����ʱ���������ѵ�����ֵ�����ڡ����λ�á���Ӧ�ı����С�
Ϊ�˱�֤����ͷ���������ղ�����Ա������ָ���н��� �����ڹܵ���·���������Կ��Ƶ�ֹͣ���ܼ�ϸ������ 3m�����ߡ��߳̿��Ƶ㣬��ľ�������Ա�־�� �����������û������������ռ���ά����������Ա�������յ�λ��֧��������
����������ʩ�������� PE���ڿ��������Ĺ����������������ã� �ᷢ���ܵ��³����� ����ڱ������У� ��������������ѡ�����Ը�����ƹ����ߵ����롣�Լ��ܵ����ضԸ̵߳�Ӱ�졣
6������
�����ֳ�����״���� ���ùε�ʽ�������� �������ߴ�Ϊ����ܾ��� 1.2 ��1.5 ������ 50 �M��1.5=75 �M�������ȿ��Լ���ཬ���
ͨ���ܱ�֤���ߵ�ƽ����˳����������С�
���������̹ܵļ�����ⳤ�� �ཬ�����ر���Ҫ�� ���ж����ཬ���γ����Ȳ����¹ʣ� ʹ�������ʧȥ���ò�Ϊ�ٴ��������������˼�����ز��ཬ����©ʧ���ཬ©ʧ���ж����ཬ����˼����� ��ױڼ��Ħ�������� ������������ ���Ҫ�������������������С��������������ݵ���״���ı仯��ʱ������Һ����Բ����IJ� ͬ�ཬ��
7���ܵ�����(���ۺ���)
(1) �ܵ��ӿ������ĺû�ֱ��Ӱ�쵽����ʩ����ʤ��ֹͣ�� ���Ҫ���������²�������ִ�С�
a�������νӻ�������۹ܼ�Ӧ��ȷ��ͨ���ν�ʱ��ͨ����ȵĵ�ѹ��ʱ�����ϵ����νӻ��ߺ͵��۹ܼ��Ĺ���
b�������ν���ȴʱ�䣬����Ų���νӼ����νӼ��ϲ���ʩ���κ�������
c�����۳в��νӹܲ��νӶ�Ӧ�иֱ���ν���Ӧ���ྻ�� ��Ӧ����������ȣ���ȥ����������㡣�ν�ǰ����Ӧ�νӼ���ʹ����ͬһ�����ϡ�
d���ɹ��νӲ�λ�¶�Ӧ����֧�ܣ����̶��Ǻϡ�
e���ܵ��ν�ʱ�� ʩ���ֳ���������ʱ�� �����ڹ�����ֹͣ���ӡ�
f ���������˺��۲���������ܷ��𣬺��촦�ܷ������ϼ������ϸ�ĺ���Ӧ�� �L���ۺ������У���ð(��)�𡢹���ͣ���������ۼ��IJ쿴�������϶�����
(2)�����νӣ�
a �������ν�ǰ�����νӹ��������ϵ�������Ӧ�øɾ���������
b �������νӼ���ʱ��ͼ����¶�Ӧ���������νӹ������ѳ��ܲġ��ܼ����ѳ��Ĺ���
c�������νӱ�ѹ��ȴʱ�䣬����Ų���νӼ����νӼ��ϲ���ʩ���κ�������
d���ܵ��ν�ǰ���ܲĹ̶��ڻ����ϣ�ȡ��ϳ�����պϿ��ߣ��Թ��ӵĶ���ֹͣϳ��������������������ʱ���˳����ߣ����������˵ļ�϶(���ô��� 3mm)�������ν���Ӧ���ྻ���γ����Ƥ��
e�����۶Խ��νӣ����ܶ�Ӧ���������һ�������ڳ��ȣ�У���νӼ���ʹ����ͬһ�����ϣ����߲��˴��ڱں�� 10%��
f �����Ȱ��¶��ʺ�( 220�� 10��)����ָʾ����ʱ����Ҫ�ڵ� 10
�������ã���ʹ�������Ȱ��¶�ƽ����
g���¶��ʺϵļ��Ȱ����ڻ����ϣ� �պϿ��ߣ� ����ϵͳ��ѹ������������ʱ����ٷ������ߣ�ȡ�¼��Ȱ塣Ӧ��ֹ�����ڵĶ��� ������ײ��
h�����ٱպϿ��ߣ����ڹ���ʱ���ڣ����ٵؽ�ѹ������������ѹ����ͬʱ������ȴʱ�䰴ť��������ȴʱ����ڰ�һ����ȴʱ�䰴ť����ѹ����Ϊ�㣬�������ߣ�ȡ�º��õĹ��ӡ�
i ��ж��ǰһ��Ҫ��ѹ������Ϊ�㣬��Ų��������Ӧ����Һѹ���ܣ������ý�ͷ����������
j ���ϸ�ĺ���Ӧ�������ߣ����������Ĺ���Բ���ϣ������ߵ�
���Ρ���Сƽ�����磬�����ס����ݺ����ƣ�������֮��ķ�϶�ĸ�
���������������ӵ������
k���ܵ��ν�ʱ�� ʩ���ֳ���������ʱ�� �����ڹ�����ֹͣ���ӣ� �ܿ�Ӧ��ʱ�·⡣�ڴ�绷���²����� ��ȡά����ʩ�����ʩ�����ա�
8������
�������� : �� 500PE������Ϊ 45.76 �K/ m���ܵ���б�Ƕ�Ϊ�� 10��
������ , ��ѡ�����ܻ��ܽ��ܸ�������
��ˮ�ܺ���ܵ�ǿ�ȼ���ϸ���ɽ�������ʩ���������� �ֳ�����ġ� PE�ܷ��ס� ����ͷ�ܷ⣬ Ȼ���ڹ�ͷ��˽��ϻ���ͷ���ܺ���Ϸֶ���ֹͣ���գ������ӻؽӵ���������ж�»���ͷ���ֶ�����ȡ��ʣ����ˣ����Ϸ��ͷ��ֹͣˮѹʵ�顣
ʩ��ʱ�����ܻ�������ԱҪ�����豸����ƽ��ƽ�ȵ�ǣ���ܵ����в�������Ӳק��
9��ע���ӹ�
PE �ܵ���ͨ��Ϊ�˷�ֹ���г���������ֹͣע���ӹ̡������ܳ����������ƣ����β��ÿ���ע���ļӹ̴�ʩ��
( 1)����ʩ��ǰ�� PE ��ǰ���ν������� PE ��ͬ���ȵġ� 25 �ֹ�,�� PE ��һͬ�������в�һͬ�ִ���������յ��š��ִ��յ�� ����� 25 �ֹ��� PE�ܵ��νӣ��������ֹ�ǰ�����һ�� 6m��ֱͬ
����ע�����ܡ�
(2)Ų�����ܻ��� 1#���ɿӣ��͡� 25 �ֹ��νӲ���ק��ÿק�� 6
m���Ѹֹܺ����ܻ����ν�ȡ�������ɺ�ѹע�����νӡ�ע�� 1��
1 ˮ�ࡢ��ú�ҽ�Һ( 0.4Mpa)���Ӷ��û������ཬ������ PE�����ܵĿ�϶��Ȼ���ٻ�������������ע���ظ�ֹͣ��ֱ���Ѹֹ�ȫ������
1#���ɿӣ�ע������Ҳ��ȫ������ˡ�
a������ʵ��״��ÿ 3-6 ��ע��һ�Σ����ݼ���ע����һ�������ཬ����ע��ʱ������ֲ�Ҫ������
b�������ֹ��������ʱһ��Ҫ�ö�ͷ���������⽬Һ�ӻ���ǰ��������
- ��һƪ������������pe����̼�ز��ƴ��߹� [2023-02-22]
- ��һƪ���ж�PE�ܲĺ���������ֻ����ۿɲ��� [2023-02-10]