PE管厂家生产,销售,施工,新财提供一体化服务
2022-12-20 10:32:19 点击:
我公司成立施工部,就是为能给客户提供更便捷安装施工服务,
管道安装
1、pe管采用热熔连接,因该方法成本低、管道接口***、不需管件等优点。,
热熔连接的主要步骤有:
材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。
夹紧:根据所焊制的管材、管件选择合适的卡瓦夹具,夹紧管材,为切削做好准备。
切削:切削所焊管段、管件端面杂质和氧化层,***两对接端面平整、光洁、无杂质。
对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。
加热:对接温度一般在210-230?之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。
切换:将加热板拿开,迅速让两热融端***粘并加压,为***熔
融对接质量,切换周期越短越好。
熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。
冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。
对接完成:冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。
2、热熔连接质量控制要点
热熔连接因技术要求较高,应注意对接口质量进行外观检查,要求接口处形成均匀的凸缘。造成连接质量问题常见有以下方面的原因,施工中应注意防范:
不同材质、品牌、壁厚的管材和管件混用;
连接件的端面未保持清洁,对粘有的水或泥土应及时清理;
操作人员技能不高,对热熔连接的工艺参数(加热时间,加热温度、连接压力、冷却时间)未按规定要求严格控制;
未完全冷却就移动连接件或对连接件施加外力;
熔接设备要定期维护保养,***设备***的使用状态。管道水压试验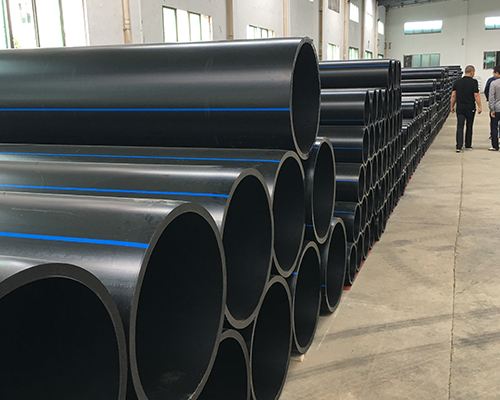
- 上一篇:聊聊工程中PPR管材与PPR管件在使用中的注意事项 [2022-12-20]
- 下一篇:PE管与PP管材的差异有多大 [2022-12-20]